Elég drága anyag, és kell neki egy minimális vastagság. Ahol elő tudod készíteni, ott akár meg is javíthatod a gépedet. Annak idején találtam egy nagyon érdekes "blogot" ahol felújítanak egy olyan marógépet mint az enyém. A második rész közepe táján így javítanak egy csúszófelületet. Érdemes megnézegetni a folyamatot.
Gondolkodtam azon, hogy mikor sokat kell leszedni vmi Dremel féle dologgal csinálom ugyanazt mintha hántolnék. Fához való szalagcsiszoló sokat visz el a szélekből ne kérdezd honnan tudom.
Az ezzel érintkező "térd" , ahogy várható középen volt kikopva 0.23 mmt, itt a képen a jobb oldalát már kihántoltam egyenesre. Annyira puha az az anyag, hogy kb 100 menetben megvolt a teteje.
A macera az volt, hogy az 1m es 45 fokos tusírlécet kellett odadörgölni mindig. Ezért fellógattam a műhelydarura és csak centiket kellett emelnem.
Ezután jutottam arra, hogy inkább megcsinálom az ellendarabot és ahhoz hántolom a térdet. Itt tartok most.
A dobozok alatti felület ha jól gondolom tömítéshez csatlakozik, azt simán le lehet munkálni, azzal amid van. Azután már hozzáférsz a működő felületekhez.
Gondolom a fogaskerék meg a kapcsolóvilla elbírnák. A széleken 0-n lévő, nem kopott doboz csatlakozások viszont elemelnék a tusírlaptól a -20 on lévőket, így ezeket nem tudnám ellenőrizni hántolás közben. A köztük lévő távolság 350mm így a 630x400 tusírlapon nem tudna keresztben lovagolni se. Vagy van még egy 200x200 as tusírlapom, esetleg azt tudnám ráfektetni de az meg nem teljesen takarná be a hántolás alatt lévő területet. Ezért gondoltam, hogy előbb kipótolom a kopott részeket mondjuk +10 körüli magasságra és egy síkra hántolom a nem változott részekkel. Azért is tetszene ez mert eléggé a gyári állapothoz közel, nem kéne összekapirgálnom az amúgy hibátlan felületeket.
Sziasztok, szétszedtem az ME1000 t. Feltérképeztem az Y irány vezetékeinek a kopását, a legrosszabb helyen 18 század. Azt gondoltam ki, hogy nagyjából lehántolom -20 ra aztán ragasztok rá 0.2 es CuSn6 csíkokat és azokat hántolom be rendesen. A két szélre csatlakozó előtolóhajtómű meg a kapcsolódobozok felületei 80.00-n vannak, azokat nem bántom hogy ne menjenek el a fogaskerekek közei, stb. Szerintetek ez jó lesz így? Milyen ragasztót használjak és annak mekkora vastagságot számoljak? Valami epoxi ragasztókkal ragasztják fel a Turcite csíkokat a menők.
Most az asztal került megmérésre.Azt mértem hogy a fogás vételkor az asztal lehajlik 0,05mm-t.
Miután a képen látható forgács leválasztódott, és ugyanazon az úton újra végig haladva anélkül hogy forgácsolna inkább lehajlik kissé de ekkor már csak 0,02mm-t.
Megmértem a függőleges szánt az meg sem mozdult. A betétlécen ha állítottam nagyon nehéz lett forgatni az asztal tekerőjét.
Úgy látom ennek az úrnak is hasonló problémája adódott,sajnos nekem ez a segédlat kialakítása nem adott.
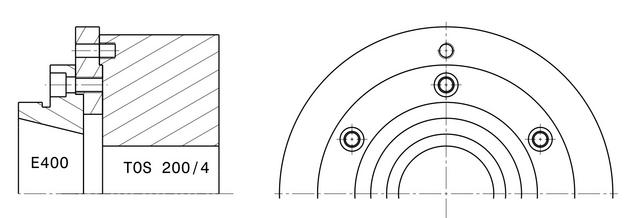
Csak a véleményem írom le: Igazából a bevett gyakorlat a megfelelő méretű tokmánytárcsa használata. Ha ilyen nincs, akkor jön a közdarab, amit magam is úgy készítenék ahogy rajzoltad. Inkább használj nagy szilárdságú csavart, nem is a menet hanem inkább a kulcsnyílás sérülésének elkerülése érdekében. A tárcsát és a toldalékot összefogó csavarokat és az érintkező felületeket én csapágyragasztóval is biztosítanám. Ne lazuljon meg, és merevebb is legyen.
Hosszúkúpos E400 gépemre szeretnék egy 4 pofás TOS tokmányt felszerelni. Sajnos amiket szereztem hosszú kúpos hátlapokat mind kisebbek, ezért közdarab készítésére gondoltam.
A hátlapon 6db M10 BK csavarnak van hely, a tokmányon 3db M10 furat. Elég ide a 8.8 vagy 10.9 kellene ?
A közdarabot pedig S355-ből vágatnám 18mm vagy 20mm vastagságban amit majd illesztő peremekhez lemunkálok a gépen.